Memeriksa Bagian Reciprocating & Crankpin Bearing Mesin Diesel 2 B&W L35 MC
Checking of Reciprocating Parts & Crankpin Bearing
CHECKING OF RECIPROCATING PARTS

Data Sheet:
Kriteria penerimaan dengan piston di tengah (arah F-A).
N: Mesin baru dan dingin dengan staybolt dikencangkan (kurang dari 100 jam kerja).
0: Engine in service.

Untuk mencapai pengukuran stabil di atas kapal, trim harus dijaga dalam 0,5⁰.

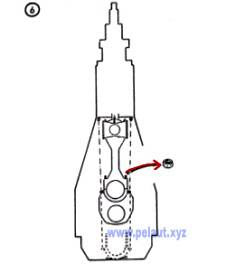
1. Putar poros engkol ke arah ASTERN kira-kira 45° setelah TMB/ BDC (Posisi 1). Sepatu crosshead/ crosshead shoes sekarang bersandar pada panduan Depan (AHEAD guides)
2. Pemusatan piston di dalam silinder diukur (dari ruang udara scavenge/ scavenge air space dengan long feeler gauge) antara piston skirt dan cylinder liner di posisi "Depan" dan "Belakang" (PF-PA).
Pastikan piston bebas dari cylinder liner pada arah depan dan belakang.
3. Cek/ Periksa apakah guide shoes bersentuhan dengan guides baik di atas "g" dan di bagian bawah "H". Kemudian ukur clearance antara guide shoes yang berlawanan dan guide di atas "E" dan bagian bawah "F".
4. Ukur clearance antara guide shoes dan crosshead (X dan Y).
Ukur clearance antara guide strips dan guides (J, K, L and M).
Clearance, dihitung sebagai J + X, K + X, L + Y dan M + Y, disesuaikan dengan penyisipan shims sehingga simetris dalam kaitannya dengan clearance antara piston skirt dan cylinder liner. Parallelitas (kondisi sejajar) antara guide strip dan guide harus dijaga dalam toleransi 0,1 mm.
5. Cek Clearance antara crosshead dan connecting rod (QF and QA).
6. Disarankan untuk mencatat hasil yang diukur untuk dapat memastikan kemungkinan perubahan nanti.
Crankpin Bearing
Data Sheet Crankpin Bearing
D-1 Clearance di crankpin bearing
- Max.....0.35 mm
- Min....0.20 mm
D-2 Torsi pengencangan .........500 Nm
D-3 Hydraulic tightening pressure...900 bar
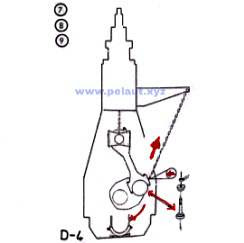
D-4 Crankpin bearing + Crankpin bearing bolts ....62 kg
1. Putar engkol/ crank ke posisi BDC
2. Cek crankpin bearing dengan feeler gauge, lihat lembar data/ data Sheet diatas.

Pengukur harus diterapkan pada kedua sisi bearing cap.
Dismounting
3. Pasang kedua lifting attachment di crankcase topplate ke arah melintang kapal /athwartship dan gantung kedua pull lift.
Pasang dua baut mata/ eye bolts di topplate ke arah depan dan belakang dan gantung dua rantai dan kencangkan satu baut mata ke setiap sepatu crosshead.

5. Kendurkan mur pengunci/ lock nuts stud crankpin bearing dan pasang dongkrak hidrolik.

Kendurkan mur stud crankpin bearing dan lepas dongkrak hidrolik (untuk mengoperasikan dongkrak hidrolik, lihat bagian 913).
6. Pasang dua baut mata di crankpin bearing cap, kaitkan pada pull lifts dan tarik kencang.
Lepaskan mur dari stud crankpin bearing, turunkan bearing cap dan masukkan ke dalam oil pan.
Berhati-hatilah agar stud tidak merusak Crankpin journal.
7. Pasang alat penahan untuk crankpin bearing upper shell.
8. Pasang baut mata di connecting rod di ujung pin engkol/ crankpin end di sisi manuver.
Tangguhkan pull lift dari braket platform di luar bukaan pintu dan kaitkan ke baut mata di connecting rod, dan tarik kencang.
9. Putar engkol dengan hati-hati ke arah bukaan pintu - sambil mengikuti dengan pull lift hingga connecting rod dan pin engkol/ crankpin terpisah sehingga pemeriksaan dapat dilakukan.
Jika perlu, ganti crankpin bearing shell.
10. Pasang komponen dalam urutan terbalik.
Sumber: Manual Book Hanshin B&W L35 MC





0 Komentar Untuk "Memeriksa Bagian Reciprocating & Crankpin Bearing Mesin Diesel 2 B&W L35 MC "
Posting Komentar